Was ist ein peroxid-vernetzter Silikon-Haftklebstoff?
A peroxid-vernetzter Silikon-Haftklebstoff ist ein silikonbasiertes PSA-System, das Peroxid-Vernetzer wie BPO verwendet, um unter Hitze die Vernetzung einzuleiten. Während des Aushärtungsprozesses bildet der Klebstoff ein stabiles dreidimensionales Netzwerk, das dem fertigen Klebeband zu stärkerer Kohäsion, besserer Hitzebeständigkeit und zuverlässigerer Haftleistung verhilft.

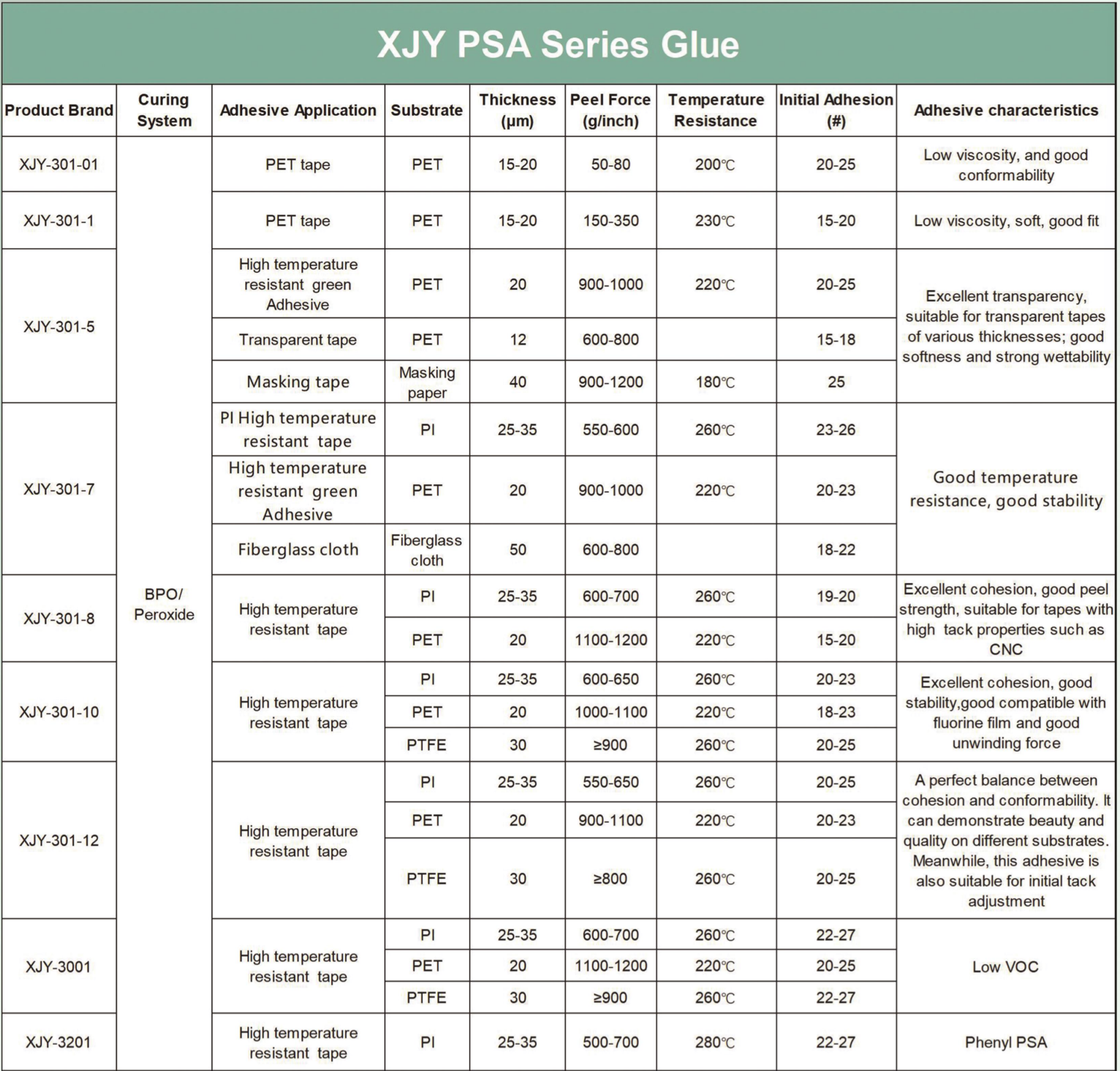
Im Vergleich zu platin-vernetzten Silikon-PSA-Systemen werden peroxid-vernetzte Systeme häufiger eingesetzt in PI-Klebeband, PET-Hochtemperaturband, Glasgewebeband, Glimmerbänder, Haftklebebänder, PSA-Bänder, Schutzfolien und industrielle Abdeckbänder. Diese Anwendungen erfordern oft Hitzebeständigkeit, rückstandsfreies Entfernen, stabile Schälhaftung und gute Beständigkeit gegen raue Verarbeitungsbedingungen.
Im Vergleich zu Acrylklebstoff, Acryl-PSA, Naturkautschuk und Kautschukklebstoffe, Silikon-Haftklebstoffe sind für einen größeren Temperaturbereich und anspruchsvollere Umgebungen ausgelegt. Acryl-PSA funktionieren typischerweise gut von etwa -40°F bis 250°F und benötigen bis zu 72 Stunden, um ihre maximale Festigkeit zu erreichen. Kautschuk-PSA sind oft die günstigste Art von Haftklebstoff und bieten eine starke Anfangsklebkraft, sind aber in der Regel weniger beständig gegen Hitze, UV-Strahlung, Oxidation und chemische Angriffe.
Silikon-PSA sind anders. Abhängig von der Formulierung, Chemie, Beschichtungsstruktur und Anwendungsgestaltung können Silikon-PSA Temperaturen von etwa -100°F bis 500°F oder ungefähr -70°C bis 270°C standhalten, wobei einige Qualitäten unter bestimmten Bedingungen bis zu 300°C erreichen können. Dies macht sie geeignet für extreme Temperaturen, von niedrigen Temperaturen bis zu hoher Hitze in der Elektronik, Automobilindustrie, Luft- und Raumfahrt sowie der industriellen Fertigung.

Silikon-PSA werden üblicherweise aus Silikonpolymeren und silanolfunktionalem MQ-Harz formuliert. Diese Chemie verleiht ihnen ausgezeichnete chemische Beständigkeit, UV-Beständigkeit, Witterungsbeständigkeit, dielektrische Eigenschaften und Haftung auf schwer zu verklebenden Oberflächen. Sie haften auch gut auf Materialien mit niedriger Oberflächenenergie und Substraten mit niedriger Oberflächenenergie, einschließlich Silikon, PTFE, Polypropylen und anderen spezialisierten Materialien.
Wichtige Vorteile von Silikon-PSA umfassen:
-
Stabile Klebeeigenschaften über einen weiten Temperaturbereich;
-
Gute Kompatibilität mit PI, PET, PTFE, Polypropylen, Glas, Metall, Schaumstoff, Glimmer und vielen Substraten;
-
Zuverlässige Haftung auf Oberflächen mit niedriger Oberflächenenergie;
-
Hervorragende Beständigkeit gegen Chemikalien und UV-Strahlung;
-
Natürliche dielektrische Eigenschaften zur elektrischen Isolierung;
-
Neu positionierbare und rückstandsfreie Entfernungseigenschaften in geeigneten Formulierungen;
-
Ein nützliches Gleichgewicht aus Klebrigkeit, Schälhaftfestigkeit, Kohäsionsfestigkeit und Langzeitstabilität.
Allerdings weisen silikonbasierte PSA im Vergleich zu Klebstoffen auf Kautschukbasis oft eine relativ geringe Klebrigkeit auf. Sie sind möglicherweise nicht ideal für Anwendungen, die eine sofortige vollständige Verklebung nach nur leichtem Druck erfordern. In vielen Anwendungen hängt die endgültige Haftung von der Einwirkzeit, dem Oberflächenzustand, der Beschichtungsdicke, dem Aushärtungsgrad und der Prozessauslegung ab.
Hauptanwendungen von peroxidvernetzten silikonbasierten Haftklebstoffen
PI-Polyimidband / Kapton-Band
PI-Folie bietet eine hervorragende Hochtemperaturbeständigkeit, Dimensionsstabilität und elektrische Isolierleistung. Sie wird häufig in der PCB-Bestückung, zum Schutz von Goldkontakten, zur elektronischen Abdeckung, zur Batterieisolierung und in industriellen Hochtemperaturprozessen eingesetzt.
Silikonbasierte PSA für PI-Band muss eine stabile Schälleistung, gute Rückstandsfreiheit und zuverlässige Klebkraft nach Hitzeeinwirkung bieten. In der praktischen Beschichtung ist die Schälhaftung auf PI-Folie in der Regel geringer als auf PET-Folie. Daher sollte die Klebstoffauswahl nicht nur auf einer einzigen Schälfestigkeitszahl beruhen. Substratart, Trockenklebstoffdicke, BPO-Dosierung, Primer, Ofenausrüstung und Bandgeschwindigkeit müssen gemeinsam bewertet werden.
PET-Hochtemperatur-Grünband
PET-Hochtemperatur-Grünband wird häufig in der Pulverbeschichtung, der Industrielackierung, dem Elektronikschutz, der temporären Fixierung und in Fertigungsprozessen eingesetzt. Im Vergleich zu PI hat PET eine geringere Hitzebeständigkeitsgrenze, daher muss die Klebstoffformulierung Hochtemperaturbeständigkeit, Klebrigkeit, Schälhaftfestigkeit und das Risiko der Substratschrumpfung ausgleichen.
Bei PET-Bändern und Schutzfolien sollte das Ofentemperaturprofil sorgfältig kontrolliert werden. Übermäßige Hitze kann die PET-Folie verformen, während unzureichende Aushärtung zu Rückständen, schwacher Verankerung oder schlechter Bindungsstabilität führen kann.
Glasgewebeband und hochkohäsives Band
Glasgewebeband wird in Anwendungen eingesetzt, die höhere mechanische Eigenschaften, Hochtemperatur-Haltekraft, Vibrationsbeständigkeit, korrosionsbedingten Schutz und langfristige industrielle Haltbarkeit erfordern. Diese Bänder sind oft Hitze, Chemikalien und anspruchsvollen Montageumgebungen ausgesetzt.
Für hohe Schälfestigkeitsanforderungen können Hersteller hochkohäsive silikonbasierte PSA-Typen wählen oder Formulierungen durch Kombinationen von weichen und harten Klebstoffen anpassen. Dies hilft, ein besseres Gleichgewicht zwischen Klebrigkeit, Kohäsionsfestigkeit und endgültiger Bindungsstärke zu erreichen.
PTFE, Silikon und Materialien mit niedriger Oberflächenenergie
PTFE, Silikonkautschuk, Polypropylen und andere Materialien mit niedriger Oberflächenenergie sind für viele Acryl- oder Kautschukklebstoffe schwer zu haften. Silikonbasierte Haftklebstoffe haften von Natur aus besser auf Substraten mit niedriger Oberflächenenergie, was sie für Spezialbänder, trennmittelbezogene Oberflächen, Isoliermaterialien und industrielle Verbundverklebungen geeignet macht.
Ein geeigneter Primer kann die Verankerung zwischen der Klebstoffschicht und dem Substrat verbessern. Dies ist besonders wichtig, wenn das Band hohen Temperaturen, Chemikalien, Feuchtigkeit oder mechanischer Belastung ausgesetzt ist.
Medizinische, elektronische, automotive und Außenanwendungen von Haftklebebändern
Über Industriebänder hinaus werden silikonbasierte PSA in vielen Anwendungen in den Bereichen Medizin, Elektronik, Automobil, Luft- und Raumfahrt sowie Außenanwendungen eingesetzt.
In medizinischen Anwendungen werden geeignete medizinische silikonbasierte PSA in transdermalen Pflastern, tragbaren medizinischen Geräten, Wundversorgungsprodukten und medizinischen Bändern verwendet. Richtig formulierte und getestete silikonbasierte PSA können Hautkontaktanwendungen, atmungsaktive Konstruktionen, neu positionierbares Entfernen und Wirkstofffreisetzungssysteme unterstützen, bei denen Wirkstoffdurchlässigkeit und Hautverträglichkeit wichtig sind.
In der Elektronik werden Silikon-PSA häufig für die Leiterplattenbestückung, Hochtemperatur-Maskierung, Displays, empfindliche Komponenten und elektrische Isolierung verwendet. Da Silikon natürlicherweise dielektrisch und beständig gegen Hitze, Chemikalien und UV-Strahlung ist, kann es dazu beitragen, elektronische Teile in anspruchsvollen Umgebungen zu schützen.
In Automobil- und Luftfahrtanwendungen werden Silikon-PSA für die Verklebung von Isolierungen, Außenverkleidungen, Luftfahrtkomponenten und Teilen ausgewählt, die extremer Kälte, großer Hitze, Feuchtigkeit, Sonnenlicht und chemischen Umgebungen ausgesetzt sind. Ihre Umweltbeständigkeit hilft dem Klebstoff, seine Integrität zu bewahren und einer Degradation bei langfristiger Nutzung zu widerstehen.
Wichtige Kontrollpunkte bei der BPO-Härtung
BPO-Lösung und Feuchtigkeitskontrolle
Festes BPO muss normalerweise in einem Lösungsmittel wie Toluol gelöst werden, bevor es dem Silikon-PSA zugesetzt wird. Da industrielles BPO Feuchtigkeit enthalten kann, sollte die Lösung vor der Verwendung stehen und trennen gelassen werden, damit Wasser aus der unteren Schicht entfernt werden kann.
Wenn Wasser in das Klebstoffsystem gelangt, kann dies die Härtung, Haftung und Verbindungsleistung beeinträchtigen. Häufige Probleme sind Fadenbildung, Delaminierung, geringere Hitzebeständigkeit, instabile Schälfestigkeit und schlechte Verankerung.
Klebstoffverdünnung und Feststoffgehaltanpassung
Das Verdünnungsverhältnis von Silikon-PSA sollte je nach Ziel-Trockenklebstoffdicke angepasst werden. Es sollte nicht als feste Zahl behandelt werden.
Bei einer Trockenklebstoffdicke unter 20 μm kann ein niedrigerer Feststoffgehalt helfen, eine gleichmäßige Beschichtung zu erreichen. Bei Beschichtungen von 20 μm bis 30 μm hilft ein mittlerer Feststoffgehalt, ein Gleichgewicht zwischen Verlauf und Filmbildung zu erreichen. Bei Beschichtungen von 30 μm bis 50 μm ist normalerweise ein höherer Feststoffgehalt erforderlich, damit die Klebstoffschicht richtig aufgebaut werden kann.
Auch Mischzeit und -ausrüstung sind wichtig. Unzureichendes Mischen kann zu schlechter Gleichmäßigkeit führen, während übermäßiges Mischen oder Rühren mit hoher Geschwindigkeit lokale Hitze erzeugen kann. Dies kann vorzeitige Vernetzung, Gelbildung, Partikel oder Beschichtungsfehler verursachen.
Grundierung und Substratverankerung
Bei Substraten wie PI, PET, PTFE, Polypropylen, Glas und Metall hat die Grundierung einen starken Einfluss auf die Verankerung zwischen Klebstoff und Substrat. Wenn die Grundierung Feuchtigkeit aufnimmt, an Aktivität verliert oder nicht richtig ausgehärtet ist, kann das Klebeband unter Klebstoffübertragung, Delaminierung, schwacher Verbindungsfestigkeit oder verringerter Hitzebeständigkeit leiden.
Ein solider Grundierungsprozess kann die Verankerung verbessern und dem Klebstoff helfen, stabile Eigenschaften bei hohen Temperaturen, Chemikalien, Feuchtigkeit, Sonnenlicht oder Außenbedingungen zu bewahren.
Abstimmung von Ofentemperatur und Linien geschwindigkeit
Peroxid-ausgehärtetes Silikon-PSA erfordert normalerweise ein gestuftes Ofentemperaturprofil. Die vordere Zone sollte eine milde Lösungsmittel verdunstung ermöglichen, um eine schnelle Oberflächen hautbildung zu vermeiden. Die mittlere Zone setzt die Lösungsmittel entfernung fort und beginnt mit der Vernetzung. Die hintere Zone vervollständigt die tiefere Aushärtung und Netzwerkbildung.
Wenn die Linien geschwindigkeit zu hoch ist, kann das Lösungsmittel möglicherweise nicht vollständig verdunsten. Dies kann starken Geruch, weichen Klebstoff, Rückstände, niedrige Schälhaftung und verringerte Hochtemperatur beständigkeit verursachen. Wenn die Temperatur zu schnell ansteigt, können Blasen, Beschichtungs spuren, Substrat schrumpfung und schlechtes Klebstoff aussehen auftreten.
Wie die Lösungsmittel auswahl die Qualität von PSA-Klebebändern beeinflusst
Silikon-Haftklebstoffe werden üblicherweise mit Toluol, Xylol oder anderen unpolaren Lösungsmitteln verdünnt. Verschiedene Lösungsmittel verdunsten mit unterschiedlicher Geschwindigkeit, was sich direkt auf das Beschichtungs aussehen, die Produktions effizienz und die endgültige Klebeband leistung auswirkt.
Niedrigsiedende Lösungsmittel verdunsten schnell und können Blasen oder Beschichtungs spuren verursachen, wenn die vordere Ofentemperatur zu hoch ist. Hochsiedende Lösungsmittel verdunsten langsamer. Wenn die Ofentemperatur nicht ausreicht oder die Linien geschwindigkeit zu hoch ist, kann Lösungsmittel in der Klebstoff schicht verbleiben und Geruch, Erweichung, Delaminierung und verringerte chemische Beständigkeit verursachen.
Daher sollten Kunden bei einem Wechsel des Lösungsmittel systems auch die Beschichtungs dicke, Ofentemperaturen, Linien geschwindigkeit und Härtungs bedingungen anpassen. Bei peroxid-ausgehärteten Silikon-PSA-Klebebändern hängt eine stabile Produktion nicht nur von der Klebstoff formulierung ab, sondern auch vom gesamten Beschichtungs prozess.