With the continuous advancement of global medical technology and the increasing awareness of public health, the medical industry has become increasingly stringent in its demands for material safety, multifunctionality, and innovation. The development of new materials has become a key driving force behind progress in medical devices, drug delivery systems, auxiliary equipment, and related biomedical fields. Why is silicone resin a revolutionary material in the medical field?
Among various functional materials, silicone resins have emerged as a focal point of attention and application in the medical industry due to their unique physical and chemical properties. Ultra-low-volatility silicone resins meet critical requirements for respiratory and blood contact medical applications; High flexibility and adjustable transparency formulations are suitable for complex shapes and high optical transparency components; professional-grade synthesis and purification processes ensure biocompatibility and control of trace impurities; functional groups (such as antimicrobial and wound-healing properties) and molecular structures can be customized as needed. In the world of modern healthcare, this makes silicone resin a preferred option for both traditional and innovative biomedical applications, with medical-grade silicone in particular offering new possibilities to manufacturers and customers alike.
There are five aspects to introducing silicone resin for the medical field:
- What are silicone resins?
- How are Medical-Grade Silicone Resins Manufactured?
- What are the core advantages of silicone resin?
- What are the medical market applications of silicone resins?
- Why does silicone resin have significant market potential in the medical industry?
- How to enhance the performance of medical silicone resin?
1. What are silicone resins?
Silicone resins are a class of high-molecular-weight materials with a silicon-oxygen backbone, where side chains can incorporate functional groups such as methyl, vinyl, phenyl, or hydrogen. Its unique molecular structure combines the flexibility of organic materials with the excellent durability of inorganic silicon, thereby exhibiting a wide range of superior physical properties and chemical characteristics. Mature silicone resin products typically exist in forms such as liquids, solutions, and powders, making them easy to process and modify. Products such as medical silicone, medical grade silicone, and medical grade silicone rubber are common categories of these materials. These can also be compounded for food contact or specific healthcare uses, such as soft body-contacting medical devices and medical molding products that require a gentle touch.

2. How are Medical-Grade Silicone Resins Manufactured?
The manufacture of medical-grade silicone resins is a highly controlled process designed to meet the stringent requirements of the healthcare industry. It begins with the careful selection of ultra-pure raw materials, followed by precise synthesis to create the desired silicon-oxygen backbone and functional side groups. Advanced purification techniques are employed to remove trace impurities, ensuring the final product meets strict biocompatibility and safety standards.
Once synthesized, the silicone resin undergoes specialized curing processes—such as addition or condensation curing—tailored to achieve the required physical properties, whether for soft, flexible devices or rigid, durable components. Manufacturers utilize state-of-the-art equipment for extrusion, molding, and post-curing, allowing for the production of a wide variety of medical devices and components. Throughout the manufacturing process, rigorous quality control and testing are performed to verify compliance with medical grade specifications, including checks for mechanical strength, chemical stability, and absence of harmful solvents or contaminants.
This meticulous approach to manufacturing ensures that every batch of medical-grade silicone resin is safe, reliable, and ready for use in critical biomedical applications. The expertise of manufacturers and their commitment to innovation continue to drive advancements in the production of high-performance silicone materials for the medical world.

3. What are the core advantages of silicone resin?
(1) Exceptional biocompatibility
Medical applications demand extremely high biocompatibility from materials. Silicone resins, with their inert chemical structure, do not readily react with biological tissues or bodily fluids, significantly reducing the risk of immune rejection and inflammatory responses. As a result, they are widely used in the manufacture of medical catheters, drug delivery systems, wound dressings, and various implant coating materials. The biocompatible nature of silicone and medical-grade materials is a key reason why leading manufacturers and experts prioritize them for applications where safety and gentle contact with the body are critical.
(2) Superior high-temperature and low-temperature resistance
The operating temperature range of silicone resins far exceeds that of most organic polymers. It can operate stably for extended periods within the temperature range of -60°C to 250°C, meeting the extreme environmental requirements of medical sterilization and disinfection (such as high-temperature and high-pressure, gamma ray, and ethylene oxide treatment), making it highly suitable for reusable surgical instruments and accessories. The ability to withstand a variety of harsh environments and solvents gives medical grade silicone and silicone rubber ideal suitability for a wide variety of applications, including rtv products, flexible medical devices, and food contact scenarios.
(3) Excellent chemical stability and corrosion resistance
During medical procedures, equipment and materials frequently come into contact with various medications, solvents, disinfectants, and physiological fluids. Silicone resins have a silicon-oxygen bond as their main chain, exhibiting outstanding resistance to acids and alkalis, oxidation, and ultraviolet light. This significantly enhances the service life and safety of medical devices while reducing the risks of cross-contamination and material aging. This difference versus traditional materials is a core reason for their ongoing adoption across the world in high-demand healthcare and biomedical applications.

(4) Excellent flexibility and adjustability
Through molecular design and crosslinking adjustments, silicone resins can exhibit properties ranging from soft elastomers to rigid molded resins, meeting the application requirements of various medical components, from flexible tubing to rigid scaffolds. Their surfaces are easily functionalized, enabling additional properties such as antimicrobial, anti-adhesion, or cell growth promotion. Processes such as extrusion, curing, and molding—widely supported by state-of-the-art medical grade silicone—help manufacturers rapidly develop a wide range of devices fitted to customer needs.
(5) Superior breathability and moisture permeability
Due to their unique molecular structure, silicone materials exhibit excellent gas permeability, allowing free diffusion of gases such as oxygen and carbon dioxide. This property is crucial for medical devices like wound dressings, artificial skin, and medical patches that promote wound healing and prevent infection. The robust breathability and gentle nature of silicone resin surfaces continue to change medical approaches to wound care for the better.
(6) Transparency and visible light transmittance
High-purity silicone resins achieve exceptional transparency, making them ideal for manufacturing optical-grade medical components, diagnostic encapsulations, endoscope elements, and other medical products with stringent visualization requirements. Medical grade silicone is often the product of choice where visibility, safety, and compliance with FDA and food contact standards are needed.
(7) Ease of Forming and Processing
Silicone resins possess excellent flowability and controllable curing properties, enabling various industrial processing methods such as injection molding, extrusion, coating, and compression molding. This facilitates efficient mass production and customized development of medical devices. The range of available formulations means manufacturers can select or add the right product to their cart for just about any medical application.
(8) Microbial Resistance and Anti-Contamination
Medical-grade silicone surfaces are resistant to microbial growth, and their chemical inertness reduces the adhesion of contaminants, facilitating disinfection and long-term clean use. This helps ensure safety, page after page of the product catalog, reflecting the ongoing commitment to patient health in the medical world.
4. What are the medical market applications of silicone resins?
(1) Medical devices and equipment
Implantable device coatings, such as artificial joints, pacemaker electrodes, brain pacemaker leads, vascular stent coatings, etc., enhance tissue compatibility and durability.
Surgical and interventional devices: components such as catheters, balloons, dilators, and drainage tubes that require prolonged contact with bodily fluids.
Syringes and infusion components: reduce the risk of drug adsorption, precipitation, and container interaction reactions, and are easy to disinfect and sterilize.
Products made of medical-grade silicone or silicone rubber are now widely adopted by leading manufacturers and experts for these applications because of their soft touch, safety, ideal physical properties, and compliance with even the most stringent biomedical and FDA standards.
(2) Wound dressings and artificial skin
High-molecular-weight medical-grade silicone resin materials can be used as the outer layer of wound dressings, providing excellent breathability and moisture regulation to keep wounds dry, promote healing, and effectively prevent bacterial invasion and secondary injuries. Artificial skin and smart dressings also have strict requirements for material flexibility and non-irritating properties, which silicone resins can meet. As an example, wound care products made of gentle, biocompatible curing silicone now enjoy broad acceptance among healthcare customers for their ability to add both comfort and safety.
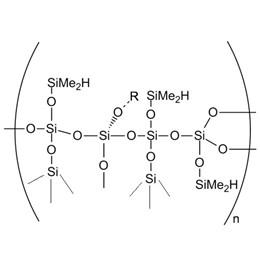
XJY-9660/9670/9680 Trimethylsiloxysilicate is a siloxane polymer with a main chain structure consisting of alternating silicon and oxygen atoms. These solid silicone resins provide film-forming and softening effects, which provide excellent water repellency and detergent/water wash resistance for many pharmaceutical formulations.
(3) Medical diagnostic and imaging components
Medical silicone resins with high transparency and adjustable optical properties are widely used in endoscope optical windows, ultrasound probe coupling agents, X-ray equipment seals, and bioanalytical microfluidic chips.
(4) Medical Adhesives and Sealing Gaskets
Silicone pressure-sensitive adhesives and high-end silicone resin sealants are used in wound dressings, body monitoring electrodes, and urinary catheter fixation patches, offering gentle adhesion, skin-friendly properties, and irritation-free use, making them easy to apply and remove repeatedly. They also play an irreplaceable role in achieving airtight and watertight seals in various medical devices. These applications are just a few among the growing variety enabled by medical-grade, soft-cure silicone formulations.

(5) Medical electronics and wearable devices
With the development of telemedicine and health monitoring, medical wearable devices are becoming increasingly widespread. Silicone resins, with their excellent electrical insulation and skin compatibility, are commonly used as sensor substrates and packaging materials that come into direct contact with the skin.
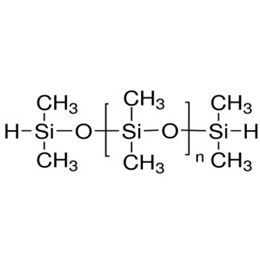
XJY-9505/9502 Solvent-based Silicone PSA for Medical Wearables
•Can be used for Drug Delivery.
•Can be used in wound care, medical, and sports wearable devices;
(6) Drug-release systems and drug storage devices
The unique molecular barrier properties of silicone resins enable the controlled release of drug active ingredients, making them ideal for subcutaneous sustained-release chips, silicone drug patches, and transdermal drug delivery systems. This is a change that has driven the design of a new generation of safe, gentle, and reliable medical products by leading manufacturers all over the world.
(7) Dentures, Prosthetics, and Restoration Materials
Silicone resins are used in temporary denture models, oral restorations, hearing aid seals, and biomaterial fillers, leveraging their durability, hydrophilicity, and antimicrobial properties.
5. Why does silicone resin have potential in the medical industry?
(1) Smart healthcare and wearable technology
With the development of 5G, big data, and the Internet of Things (IoT), medical IoT and smart wearable devices are entering a period of rapid growth. Silicone resin, with its flexibility, conductivity, adjustable elasticity, and excellent encapsulation properties, provides critical material support for next-generation medical devices such as flexible electronics, smart bandages, and vital sign sensors. Medical-grade silicone’s adaptability continues to add value to every new product category and application.
(2) Tissue Engineering and Regenerative Medicine
In cutting-edge fields such as cell scaffolds, microsphere carriers, and biodegradable implants, the demand for biodegradable and functionalized materials is driving the development of new silicone resins. For example, through functionalization modifications, cell proliferation and differentiation capabilities can be enhanced, supporting advanced applications such as soft tissue, bone tissue, and even neural repair.
(3) Medical Microfluidics and Lab-on-a-Chip
With the rapid development of in vitro diagnostics (IVD) and microfluidic chips, silicone resins, due to their excellent processability and high purity, have become an ideal choice for microfluidic packaging, chip substrates, and microfluidic valves. The difference in ease of molding and curing makes medical-grade silicone a continued favorite for experts designing new biomedical applications.
(4) Medical 3D Printing and Personalized Medicine
As 3D printing technology penetrates into customized medical devices, prosthetics, models, and implants, low-shrinkage, high-precision, and easy-to-form silicone resins offer vast potential for digital medicine.
6. How to enhance the performance of medical silicone resin?
Silicone resins are emerging as a key material driving transformation in the medical device industry and the broader healthcare sector. Their outstanding biocompatibility, temperature resistance, corrosion resistance, and superior processability and functional tunability make them indispensable in various traditional and smart medical solutions, offering unparalleled application value and vast market potential. How to enhance product competitiveness?
XJY Silicones is one of China’s leading manufacturers of silicone MQ resins and VMQ silicone, with over 30 years of R&D and manufacturing experience in the organic silicone industry, as well as over 15 related patents and technical support. Our company boasts advanced automated production lines, a comprehensive testing and inspection platform, and flexible customization services to assist partners in efficiently developing the next generation of innovative medical products. For medical-grade silicone resin samples, product catalogs, technical consultations, or collaborative development opportunities, please feel free to contact us at any time!







_4-1.jpg)